

図面における普通公差(一般公差)というものをご存じでしょうか。
ものを作るための図面には寸法が記載されており、その寸法通りに加工して部品を製作していきます。
例えば指示された寸法が10mmだった場合は、10mmを狙って加工していくのですが、当然ながら10.0000…などという精度を出すことはできません。
たとえ精密な機械で加工したとしても、0.1~0.01程度のずれは発生します。
ではどの程度の精度を狙って加工すればよいのでしょうか?
通常、重要な箇所の寸法については「55±0.1」など個別の指示が記載されています。
この場合、「54.9~55.1mm」に収まるように加工すれば寸法精度は合格となります。
これを「寸法公差」と呼び、製品に許された加工誤差の範囲を示します。

ただ、”全ての寸法”に個々の公差を指示してしまった場合、図面表記が非常に煩雑になる上、どこが重要な寸法かわかりにくくなってしまいます。
そこで、寸法公差の範囲を一括で指示できる「普通公差」というものを活用することができます。
「寸法公差が個々に記入されていないものについては、この一覧の公差を適用してください」という一覧表です。
長さ寸法に対する許容差(面取り部分を除く)
普通公差は「JISB0405-1991」に定められています。
※この一覧は削り加工の精度です。プレス加工品については別途JIB0408に定められています。
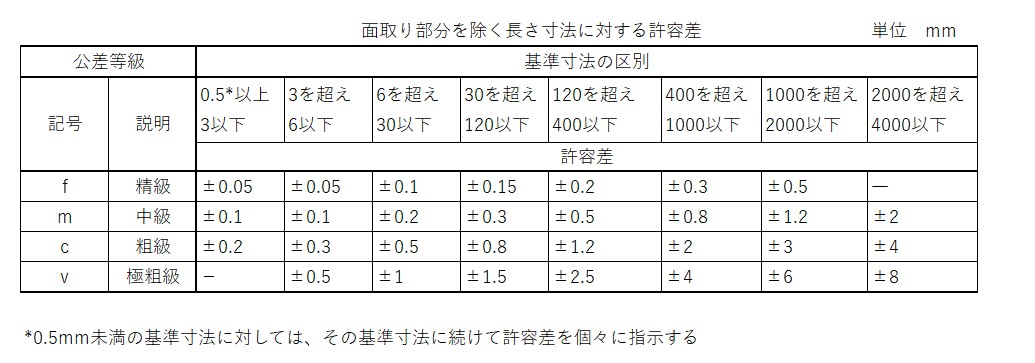
普通公差は精級~極粗級まで4つの段階に分かれております。
例えば「普通公差中級」で20mmの寸法指示だった場合、公差は±0.2を採用することになります。
また「を超え」と「以下」という部分に注意が必要です。
他の数値の場合も当てはめてみましょう。
等級:普通公差中級とする
・寸法が6の場合 →±0.1
・寸法が6.1の場合 →±0.2
・寸法が6.01の場合 →±0.2
・寸法が15の場合 →±0.2
・寸法が30の場合 →±0.2
・寸法が30.5の場合 →±0.3
一般的には”中級”を使用することが多く、機械加工において”極粗級”を採用することはほぼありません。
また”精級”を採用することも少ないですが、真空系や光学系の機械部品など高精度を要する部品の図面には”精級”が使用されていることもありますので、注意が必要です。
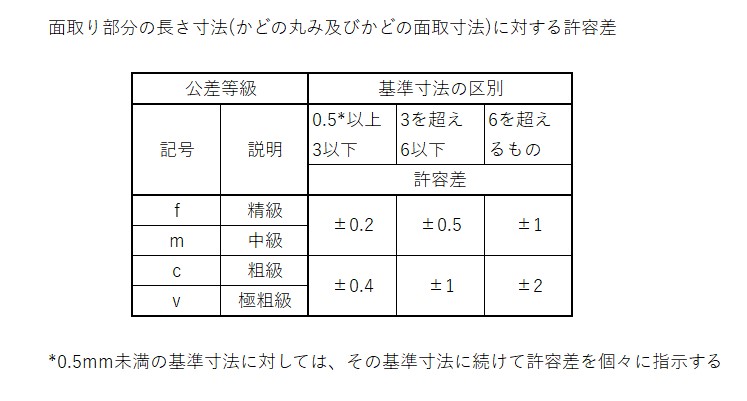
面取り部分の寸法許容差
上記の表は「面取り部分を除く」と記載がありましたが、面取り部分の場合は次の表を参考にします。
角度寸法の許容差
角度寸法の許容差も下記のように別途記載されています。
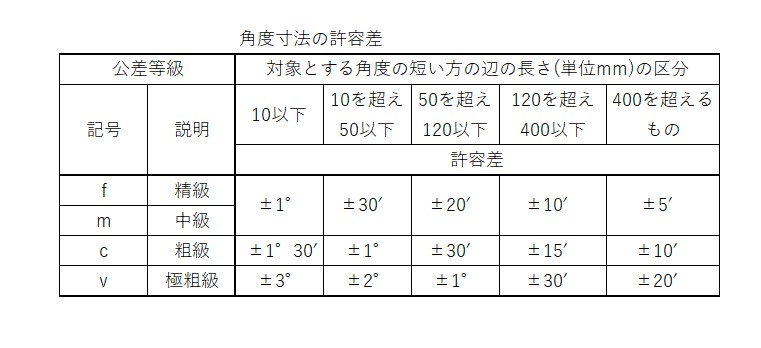
角度の場合は、度°分′秒″の表記で記載されているので注意が必要です。
1度というのは、円を360等分した弧の中心に対する角度のことを指します。
1度=1°は1/360です。
分は度の「60分の1」の角度です。
1分=1′ は1/21600です。
秒は分の「60分の1」の角度です。
1秒=1″ は1/1296000です。
これらの変換については、計算が面倒なので現在ツールを準備しております。(少々お待ちください。)
普通公差の意義
普通公差についての理解は深まりましたでしょうか。
個々の表記を用いずに一括して指示することにより、図面の単純化や製図時間の節約だけでなく、品質管理業務の補助などにも繋がります。
ただし、全てがこのJIS規格を基準としているかというと、そういうわけでもありません。
実際の加工現場では、会社が独自に設けた公差の一覧を適用することも少なくないです。
そのため、図面に書かれている注記をしっかり把握しておく必要があります。