
金属や非金属の切削加工には切削工具という刃物が必要です。
食材の皮を剥いたり切ったりするのに包丁が用いられるように、金属を削るのにも刃物が用いられます。
ただ、機械加工に用いる刃物の材質は被削材(削られる材料)の3倍以上の硬度が必要だと言われております。そのため、硬い金属を削るには被削材よりも3倍以上硬い刃物を使っていくことになります。
これらの刃物は被切削物(加工される材料)に合わせて適切に選択する必要があります。
もし刃物の選択を誤ると、工具寿命が一気に縮まったり、部品の精度がでなかったりと、加工がスムーズに進みません。
その切削工具において重要な特性は硬さと靭性ですが、その特性は反比例の関係にあります。
一般的に硬度が高いほど高速切削が可能で、靭性が高いほど連続切削が可能です。
それでは、切削工具にはどのような材質と特徴があるのか見ていきましょう。
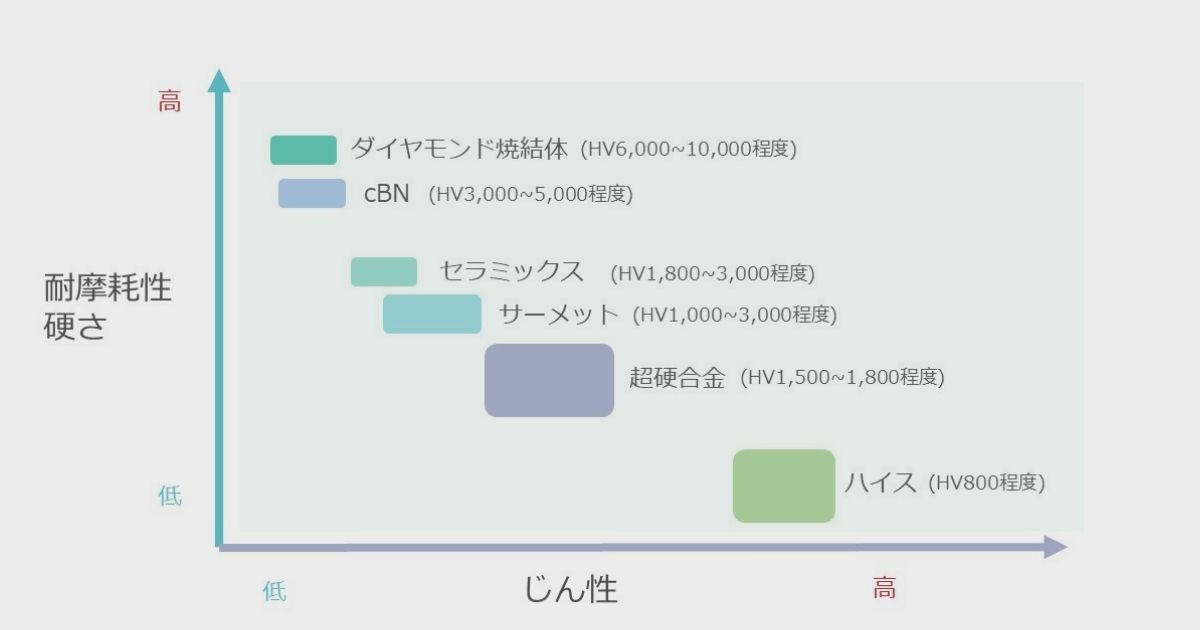
1. 高速度工具鋼(ハイス)
ハイス鋼は鉄にクロムやタングステンやモリブデンを添加した合金鋼に分類されます。
硬度は高くありませんが、靭性に優れ、他の刃物と比べると比較的安価に入手することができます。
タングステン、クロム、バナジウムを添加した「タングステンハイス」、タングステンの量を減らしてモリブデンを多くした「モリブデンハイス」があります。
硬度が低いため高速切削には適しておりませんが、断続切削を行うことができます。
2. 超硬
超硬とは「硬質な炭化物の粉末」を焼結してつくられた合金です。
「炭化タングステンの粉末」に「コバルトもしくはニッケル」を混合して焼結したものが代表的です。
高温硬度に優れており、約1,000℃でも硬度の減少は2割程度にとどまります。
また、耐摩耗性にも優れます。
超硬のP,M,K種
超硬合金はJISによって、P・K・M種という3つの分類があります。
しかし、現在では各メーカーによる開発が進んだため、独自ブランドでの呼び名が一般化されており、下記のPMKの呼び名はあまり使用されておりません。
- JIS-P種 WC-TiC-TaC-Co
炭化チタン(TiC)、炭化タンタル(TaC)を含む超鋼です。耐熱性が向上しており、高速切削時の耐摩耗性に優れます。連続系切りくずを排出する材料、主に鉄系金属の切削に使われます。
材質が不明な場合も、まずはこのK種で削ることが多いです。 - JIS-M種 WC-TiC-Co
炭化チタンを含む超鋼です。すくい面の摩耗に強く、主にステンレスの切削などに使われる汎用的な超硬です。 - JIS-K種 WC-Co
耐摩耗性、靭性があり、機械的衝撃に強いです。非連続系切りくずを排出する材料、チタンやアルミなど主に非鉄金属の切削などに使われます。それ以外では、鋳鉄の切削にも用いられます。
3. サーメット
セラミックスとメタルの造語(cermet)で、チタン炭化物などの硬質化合物の粉末を結合剤として焼結したものです。耐熱性・耐摩耗・耐食性は超硬より優れておりますが、脆く欠けやすい材質です。
鉄との親和性が低いため、ステンレスのように粘く凝着しやすい材質に有効な刃物であり、仕上げにも適しております。
4. セラミックス
セラミックスの刃物は超硬よりも硬度が高く、熱電度率が低いです。靭性は劣り、刃が欠けやすいため、重切削には向きませんが、高速での軽切削に適しております。大きく分けて、2種類のものがあります。
- 白セラ(Al2O3)
アルミナ系とも呼ばれるセラミック刃物の種類で、こちらの白セラ系刃物が一般的です。
機械的強度と靭性は他のセラミックに劣るものの、化学的に安定しております。
鋳鉄などの仕上げに適しております。 - 黒セラ(Al2O3-TiC)
チタンカーバイドを含む黒セラミック系の材料です。靭性が改善されており、鉄鋼材の仕上げに適しております。
5. cBN焼結体
cubic Boron Nitride=立方晶窒化ホウ素焼結体です。cBNは、六方晶の窒化ホウ素を高温高圧で結晶化させたもので、それにコバルトやセラミックスをバインダ(結合剤)としてさらに焼結しております。
ダイヤモンド焼結体に次ぐ硬さをもち、熱的耐性が1,300℃まであるため、1,000℃以上でも化学的に安定しています。
鉄との反応性も低く、焼入れ鋼の切削も可能で、コーティング工具等と比べてもかなり優れた性能を有しております。
6. ダイヤモンド焼結体(PCD)
「人工ダイヤモンドの粉末結晶」を高温高圧下で焼結したものです。天然ダイヤモンドに次ぐ硬さを誇り、人工的な工具の中では最も硬いです。熱伝導率も高いものの、鉄鋼材料とは切削中反応します。
アルミニウム合金など、高能率な高速切削加工に用いられます。
総括
今回は刃物の材料を紹介させていただきましたが、適切な刃物を選択するだけで加工は成り立ちません。
適切な回転数や送り量、切削油の選択など加工する上で重要な項目は様々あります。
それらの項目については、また別の記事にて解説していきます。